Wykonywanie przedmiotów z metali metodami przeróbki plastycznej (często nazywane obróbką plastyczną) pozwala im nadać nie tylko odpowiedni kształt, ale również wpłynąć na ich właściwości oraz strukturę. Skutkiem wywołania odpowiednich odkształceń plastycznych materiału bez naruszania jego spójności, jest umocnienie odkształceniowe lub dyslokacyjne, które powoduje wzrost gęstości defektów w sieci krystalograficznej (głównie punktowych i liniowych) oraz rozdrobnienie struktury, a tym samym nagromadzenie energii odkształcenia, która jest tym większa, im niższa jest temperatura tego procesu. Temperatura, w której przeprowadza się przeróbkę plastyczną na zimno jest niższa od temperatury rekrystalizacji i zazwyczaj zawarta w przedziale 0,35-0,6 bezwzględnej temperatury topnienia danego metalu (wyrażonej w stopniach Kelvina).
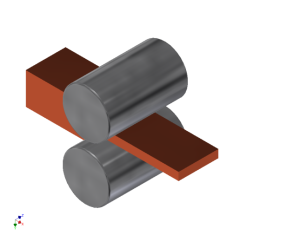
Zarówno miedź jak i aluminium mogą być odkształcane w procesach przeróbki plastycznej na zimno, np. w procesie ciągnienia, walcowania czy tłoczenia (rys. 1). Ciągnieniem nazywamy sposób przeróbki plastycznej materiału (metalu lub stopu) polegający na przeciągnięciu go przez otwór w specjalnej ukształtowanej matrycy, zwanej ciągadłem (rys. 1a), pod wpływem przyłożonej z zewnątrz siły zwanej siłą ciągnienia. Proces jest realizowany na urządzeniach zwanych ciągarkami, w których prędkość ciągnienia może dochodzić nawet do 40 m/s. W praktyce oznacza to, iż w tym samym czasie uzyskamy, co prawda tę samą długość drutu, lecz tonażowo ponad trzykrotnie więcej drutu miedzianego, z uwagi na różnice wynikające z gęstości obu metali. Inaczej – ta sama masa wymaga trzykrotnie dłuższego czasu ciągnienia. Ponadto, aluminium ma tendencję do nalepiania się na ścianie ciągadła, co powoduje silne zabrudzenie środków smarno-chłodzących przekładając się na gorszą jakość powierzchni drutu, co dodatkowo podraża koszty produkcji drutów aluminiowych oraz wpływa na ograniczenie odkształcalności granicznej drutów aluminiowych. W praktyce przemysłowej możemy uzyskać drut aluminiowy do średnicy 100 μm, a w przypadku miedzianych nawet poniżej 20 μm. Zatem, chcąc odkształcać materiał na zimno, miedź ma zdecydowanie lepszą ciągliwość od aluminium.

- W. Rowe, Principles Industrial Metalworking Processes, CBS Publishers & Distributors, 1ST edition (2005)
- Joseph R. Davis, ASM Specialty Handbook: Tool Materials, ASM International (1995)