Gdzie znajdujemy miedź?
Procesom obróbki skrawaniem na pewnym etapie produkcji poddawana jest większość wyrobów przemysłowych wykonanych z metali. Do podstawowych materiałów podatnych na obróbkę skrawaniem należą: stale i żeliwa, aluminium i jego stopy, stopy magnezu i tytanu, a zwłaszcza miedź i jej stopy.
W porównaniu do innych materiałów metalicznych miedź i jej stopy wykazują szczególnie dobrą podatność na obróbkę skrawaniem zarówno drobnych jak i wielkogabarytowych wyrobów. Znajdują one szerokie zastosowanie we wszystkich gałęziach przemysłu. Charakteryzują się one wysoką dokładnością wymiarową i doskonałą jakością powierzchni. Przykłady takich wyrobów znajdujemy zarówno w mechanice precyzyjnej w postaci takich elementów jak koła zębate i sprężyny z nowego srebra, przez elementy zaworów z mosiądzów ołowiowych po przemysł ciężki i stoczniowy gdzie np. brązy fosforowe znajdują zastosowanie jako samosmarowne elementy ślizgowe, natomiast brązy berylowe służą do produkcji armatury i śrub okrętowych o podwyższonej odporności na kawitacyjną korozję w wodzie morskiej.
Co predestynuje miedź i jej stopy do skrawania?
Miedź i jej stopy poddaje się zarówno obróbce wiórowej gdzie materiał skrawany usuwany jest w postaci wiór, przez narzędzia o określonym kształcie i geometrii ostrza (toczenie, wiercenie, frezowanie, struganie, dłutowanie, przeciąganie). Jak i obróbce ściernej gdzie materiał skrawany usuwany jest w postaci ścieru, dzięki ziarnom ściernym luźnym lub związanym spoiwem (szlifowanie, docieranie, gładzenie, polerowanie). Fakt ten potwierdza ogromną uniwersalność materiałów na bazie miedzi.
Jakie cechy wpływają na doskonałą podatność miedzi i jej stopów skrawanie?
Jedną z cech wyróżniających miedź i jej stopy na tle innych materiałów skrawalnych jest niska podatność na tworzenie nalepień na powierzchni narzędzi skrawających. Narosty takie wpływają na wzrost sił i temperatur towarzyszących procesowi obróbki oraz pogarszają jakość powierzchni gotowego wyrobu, zarówno w przypadku stosowania obróbki wiórowej jak i ściernej. Przykładowy schemat tworzenia narostu i jego wpływu na dokładność procesu skrawania prezentuje rys.1.
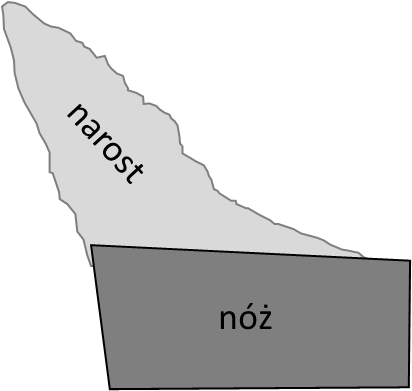
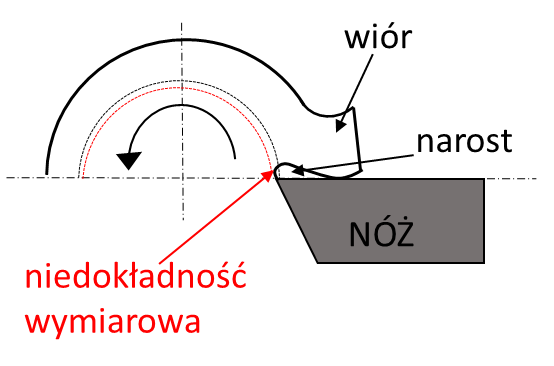
Rys.1 Powierzchnia noża z nalepieniem oraz jego wymiary i wpływ na proces skrawania
Dzięki swoim własnościom stopy miedzi zalicza się do tzw. materiałów nie podatnych na tworzenie narostów na narzędziach. Do grupy tej należą również stopy tytanu, żeliwo białe, stal hartowana oraz stale stopowe z dużą zawartością chromu i niklu. Wyróżnia się także materiały silnie podatne na tworzenie nalepień do których należą: stale konstrukcyjne węglowe i niskostopowe, żeliwo szare oraz w szczególności aluminium i jego stopy. Podatność na tworzenie narostu wzrasta wraz ze spadkiem twardości obrabianego materiału.
Niska podatność miedzi na tworzenie narostu oraz możliwość stosowania dodatków stopowych takich jak Pb, Se i Te zwiększających łamliwość wiórów poprawia skrawalność, zmniejsza siły towarzyszące obróbce oraz obniża towarzyszącą jej temperaturę. Cechy te umożliwiają stosowanie stopów ma bazie miedzi do obróbki na automatach szybkoskrawających o wysokiej wydajności. Przykład wpływu dodatków stopowych na skrawalność miedzi przedstawia rys.2.
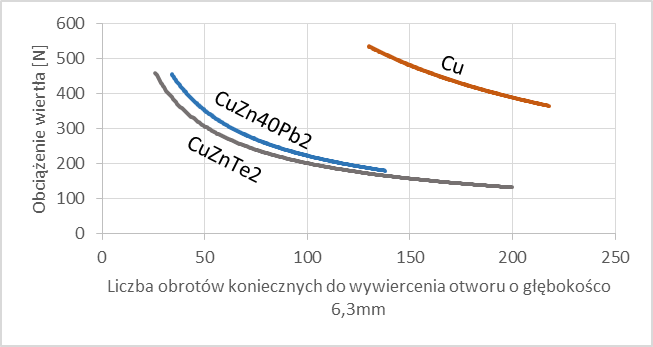
Rys.2 Podatność materiałów na obróbkę skrawaniem
Jak klasyfikować skrawalność miedzi i jej stopów?
Stopy miedzi klasyfikuje się wg. tzw. Universal Machinability Rating (UMR), gdzie za punkt odniesienia służy podatność na obróbkę skrawaniem (100%) mosiądzu CZ121 ≈ MO58 (CuZn40Pb2), uwzględniająca m.in. wielkości wiórów, wykończenie powierzchni i konieczną moc.
Na podstawie Universal Machinability Rating wyróżnia się trzy podstawowe grupy:
- UMR > 60%: Materiały specjalnie (priorytetowo) zaprojektowane do łatwej obróbki skrawaniem np. CuSn4Pb2, CuNi10Zn42Pb2, CuZn40Mn1Pb1.
- UMR 30 – 60%: Materiały o dobrej obrabialności przy zachowaniu zadowalających innych cech np. CuZn38Al, CuAl6Si2Fe, CuZn39Sn1.
- UMR < 30%: Materiały wysoko wytrzymałe o utrudnionej obróbce ze względu na znaczny przyrost temperatury skrawania i konieczność stosowania niższych prędkości obróbki np. Cu, CuZn5, CuNi10Zn27, CuAl10Ni5Fe4.
Większość materiałów na bazie miedzi przeznaczonych na cele elektryczne odznacza się niskim współczynnikiem skrawalności na poziomie 18 ÷ 30 , jest to spowodowane specyfiką aplikacji do jakich są projektowane nie wymagających dodatkowej obróbki skrawaniem.
Literatura
- Copper Development Association: Cost-Effective Manufacturing Machining Brass, Copper and its Alloys; Publication TN44, 1992
- Copper Alloys for Marine Environments; Carol Powell and Peter Webster, CDA Publication No 206 May 2011 Revised December 2012
- Copper in Automotive Industry; Hansjörg Lipowsky, Emin Arpaci; WILEY-VCH